


Ceramic Hopper Liner
A ceramic hopper liner is a high-density alumina tile system bonded to the interior surfaces of hoppers, bunkers, and storage bins. It is used in mining, coal preparation, cement plants, steel mills, and power generation - anywhere that bulk material slides, drops, or flows through a hopper, wearing away the steel beneath.
The core advantage is simple. A steel hopper liner may wear through in six months. A ceramic hopper liner, properly installed, can run for five years or longer. Ceramic tile liners are engineered to protect equipment surfaces like chutes, hoppers, elbows, and pipes from wear caused by the continuous flow of abrasive particles, offering exceptional hardness and chemical resistance, thereby extending equipment lifespan, reducing downtime, and minimizing maintenance costs.
What problem does it solve? Frequent hopper replacement from impact and abrasion. Unplanned shutdowns when steel wears through. Product contamination from metal particles flaking off worn liners. A ceramic hopper liner addresses all three.
For a wholesale buyer, this means repeat orders from operations that have seen the difference - fewer emergency calls, fewer warranty claims, and customers who trust your product to stay in place.
Core Characteristics
Four factors determine whether a ceramic hopper liner will perform for your customer.
Hardness against abrasion. The ceramic must be harder than the material moving over it. Quartz is Mohs 7. Tecera's alumina tiles are Mohs 9. Steel is only Mohs 5–6, so quartz cuts into steel over time. Ceramic tiles do not.
Density and porosity. High density means low porosity. Water absorption below 0.01% means no process liquid penetrates the tile. In a coal prep plant where slurry is acidic, a porous tile would absorb that acid and weaken from within. In a freezing climate, absorbed moisture would freeze and crack the tile.
Impact resistance. At the hopper feed point, large lumps drop from height. High-impact zones require higher fracture toughness. ZTA (zirconia-toughened alumina) tiles incorporate 20–30% zirconia, achieving fracture toughness 5.0–6.5 MPa·m¹/² - roughly 30–40% higher than standard alumina. The zirconia particles undergo a phase transformation under stress: when a crack begins to form, the particles expand slightly, putting the crack tip into compression and stopping it from propagating.
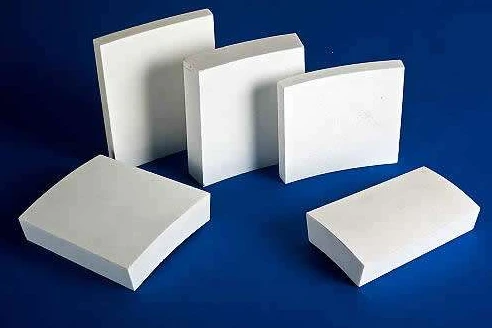
Installation flexibility. Plain tiles for epoxy bonding on flat hopper walls. Weldable tiles with steel studs for fast attachment - no curing time, ideal for emergency repairs. Trapezoid interlocking tiles that wedge together, providing mechanical retention that keeps the lining intact even if the adhesive ages.
Material, Structure and Manufacturing
Material composition. The tiles are manufactured from high-purity calcined alumina powder (Al₂O₃). Standard grades are 92% and 95% Al₂O₃. For high-impact zones, ZTA (zirconia-toughened alumina) with 20–30% ZrO₂ is available. For high-purity applications where iron contamination cannot be tolerated - such as white ceramic glaze hoppers or lithium battery material feed bins - 97% and 99% grades are available.
Manufacturing process. The raw powder is milled to a controlled particle size, then spray-dried into free-flowing granules. The granules are pressed into tile shapes using steel dies. For larger tiles and hopper-specific shapes, cold isostatic pressing (CIP) applies uniform pressure from all directions, producing tiles with consistent density throughout - a dry-pressed tile can have a less dense core, which wears faster and leads to uneven surfaces.
After pressing, the tiles are dried slowly over several days. Rushing the drying creates micro-cracks - invisible at first, but they grow under impact. The dried tiles are then sintered in a tunnel kiln at 1500–1550°C. At this temperature, the alumina grains fuse together. Bulk density reaches 3.63–3.85 g/cm³. Water absorption drops below 0.01%.
Quality control. Each batch is tested for Al₂O₃ content by X-ray fluorescence, bulk density by Archimedes method, water absorption, hardness by Vickers indenter (ASTM C1327), and dimensional accuracy with calibrated gauges. Tiles that are chipped, cracked, or out of tolerance are rejected - typically 2–3% of production never leaves the factory.
What sets Tecera apart. Many suppliers offer only square plain tiles for hopper lining. Tecera supplies a full range: plain tiles for flat hopper walls, trapezoid interlocking tiles for mechanical retention, weldable tiles for fast field installation, hexagon tiles for curved hopper transitions, and custom-shaped tiles for hopper cones and discharge chutes. Over 3,000 tile configurations are available.
Technical Specifications




Product Advantages
Longer service life through lower wear loss. High-density alumina tiles (92–95% Al₂O₃, ≥3.6 g/cm³) have equivalent wear loss below 0.01%. Manufacturers claim alumina wear-resistant liners can achieve a service life many times longer than manganese steel or high chromium cast iron in equivalent service. In a coal preparation plant hopper handling 500 tons per hour of sharp coal, a steel liner might last 6–12 months. A ceramic hopper liner in the same service typically runs 3–5 years. Each avoided replacement saves days of downtime and tens of thousands in labour and material cost. For the wholesale buyer, this performance gap is a clear upselling point for the premium product.
Mechanical interlock prevents loosening. Plain square tiles rely on epoxy alone. Vibration and impact fatigue the adhesive over time. Once one tile loosens, adjacent tiles lose support and follow. Trapezoid interlocking tiles - wider at one end, narrower at the next - wedge against each other. The wide end of one brick locks against the narrow end of the next. Even if the epoxy ages, the tiles cannot shift sideways or lift out because they are physically trapped. For a hopper that feeds a crusher, a single loose tile can jam the crusher throat - hours of downtime to clear. The mechanical interlock eliminates that risk. Fewer warranty claims for you.
ZTA grade for high-impact feed zones. ZTA tiles incorporate 20–30% zirconia, achieving fracture toughness of 5.0–6.5 MPa·m¹/² - roughly 30–40% higher than standard alumina. In a hopper feed point where large rocks drop from height, standard alumina tiles may crack within weeks. ZTA tiles survive for years. For a mine processing 10,000 tons per day, avoiding a four-hour emergency shutdown saves tens of thousands in lost production. The higher-toughness tile pays for itself many times over - and gives you a clear upselling point for high-impact hopper applications.
Zero liquid penetration, no freeze-thaw damage. Water absorption below 0.01% means no process liquid penetrates the tile. In a coal prep plant hopper where the slurry is acidic, a porous tile would absorb that acid and weaken from within. In a power plant in a freezing climate, absorbed moisture would freeze and crack the tile. Dense alumina tiles eliminate both failure modes. A prep plant in West Virginia installed Tecera tiles in an outdoor coal hopper and survived four winters with no freeze cracking. For the wholesale buyer, that means a product you can sell anywhere - wet, dry, hot, or cold - without climate-specific complaints.
Weldable option for fast emergency repairs. Weldable tiles with embedded steel studs are attached with a stud welder - no epoxy curing time. A hopper that needs relining can be repaired during a shift change. The plant resumes production the same day. For a power plant that loses $50,000 per hour of downtime, eliminating a 24-hour cure period saves over a million dollars in lost production. For you, this is a product that maintenance crews actually prefer to install.

Application Scenarios – Real Industry Examples
Mining – iron ore hopper. A mine in Western Australia processes 4,000 tons per hour of iron ore. The primary crusher feed hopper suffered severe impact and abrasion from large lumps. The previous steel liner lasted 4–6 months before failure. After installing 95% alumina trapezoid interlocking tiles, the hopper has run for 28 months with no tile detachment and minimal wear - a fivefold increase in service life.
Coal preparation – raw coal hopper. A coal prep plant in West Virginia handled 500 tph of sharp, abrasive coal. The raw coal hopper, lined with steel, required complete relining every 8–10 months. The plant installed 92% alumina trapezoid interlocking tiles. After four winters, the hopper remained intact with no freeze-thaw damage. The previous steel liners had cracked every winter. Interlocking ceramic tiles are being manufactured for applications requiring enhanced impact resistance and long-term structural stability, with precisely machined edge slots that allow adjacent tiles to mechanically lock together - preventing displacement when exposed to heavy material impact or vibration.
Lithium processing plant (Brazil, 2025). A Brazilian hard-rock lithium producer experienced rubber-lined chute failure every 2–3 months, causing costly production stoppages. Multotec, collaborating with wear-lining experts from South Africa, custom-designed and installed wear-resistant ceramic-lined chutes using high-grade ceramic alumina tiles. The result: ceramic-lined chutes now deliver a wear life of 12–18 months - a four- to sixfold improvement. The plant achieved increased uptime, improved operational efficiency, and reduced maintenance costs. This demonstrates how ceramic lining systems solve chronic wear problems in mineral processing hoppers and chutes.
Power generation – ash hopper (United Kingdom). A UK coal-fired power station had problems with severe abrasion and erosion on the internal surface of a pipeline conveying hot clinker to an ash reception hopper. Cast basalt and hi-chrome castings had both failed. A ceramic lining system was recommended with a 25 mm thickness, rated 9 on the Mohs hardness scale with excellent thermal shock resistance. The ceramic liner handled the severe abrasion and corrosion resulting from conveying hot coarse clinker to the ash hopper.
Coal washing plant (overseas project, 2025). A large overseas coal washing plant faced challenges from high coal hardness and corrosive properties. A modular construction approach using "prefabricated segments + factory pre-assembly" ensured on-site installation precision, overcoming high-temperature work environments. Wear-resistant ceramic-lined hoppers were made with 95% high-purity alumina ceramic. The modular design reduced maintenance time by 80%, with a 10× longer lifespan than traditional manganese steel verified by customer data. The surface hardness is HRA85+ with outstanding wear resistance, and high-temperature resistance adapts to harsh conditions up to 150°C+.
Cement plant – clinker storage hopper. A cement plant in Brazil handled 8,000 tons per day of clinker at 150–200°C. The clinker storage hopper feed chute had steel liners that needed replacement every 8 months. The plant installed 95% alumina tiles with high-temperature epoxy (rated to 230°C). After 28 months of operation, the tiles remain in excellent condition with no visible wear - more than tripling the service life.
Steel mill – blast furnace ore hopper. A steel mill in China processes iron ore fines and sinter. The blast furnace ore hopper previously used steel liners that wore through every 4–6 months. The mill installed ZTA tiles in the high-impact feed zone and 95% alumina trapezoid interlocking tiles elsewhere. After 18 months, the lining showed minimal wear, and no tiles had loosened or fallen out.
Chemical industry – phosphate rock hopper. A fertilizer plant in Florida processes phosphate rock for phosphoric acid production. The phosphate rock is abrasive and chemically reactive. Steel hoppers corroded through in 6–8 months. The plant installed 92% alumina tiles with acid-resistant epoxy. After 14 months, the tiles show no chemical attack and no tile loosening, with projected service life of 3–5 years.
Ordering and Support
Tecera supplies ceramic hopper liners in all grades (92%, 95%, ZTA), with a full range of shapes including plain square, trapezoid interlocking, weldable, hexagon, and custom profiles. Tile thicknesses: 6 mm to 50 mm standard; up to 100 mm for heavy-duty hopper feed zones. Over 3,000 standard sizes are available.
To request a quote, provide: hopper dimensions and geometry, material being handled (ore, coal, cement, etc.), lump size and drop height, operating temperature, and estimated annual volume. For custom hopper layouts, a drawing in DWG, PDF, or STEP format is helpful.
Bulk pricing is available for wholesale buyers. Free samples for destructive testing are available. Lead time for standard tile sizes is 2–3 weeks; custom shapes require 4–6 weeks. Global shipping with export-grade packaging is provided. Response time for quote requests is typically two business days.
Hot Tags: ceramic hopper liner, China ceramic hopper liner manufacturers, suppliers, factory
Previous
No InformationNext
No InformationYou Might Also Like





Send Inquiry